About Us
Contrary to popular belief, Lorem Ipsum is not simply random text. It has roots in a piece of classical Latin literature from 45 BC, making it over 2000 years old.
Please fill out the form below and we will get back to you as soon as possible.
Contrary to popular belief, Lorem Ipsum is not simply random text. It has roots in a piece of classical Latin literature from 45 BC, making it over 2000 years old.
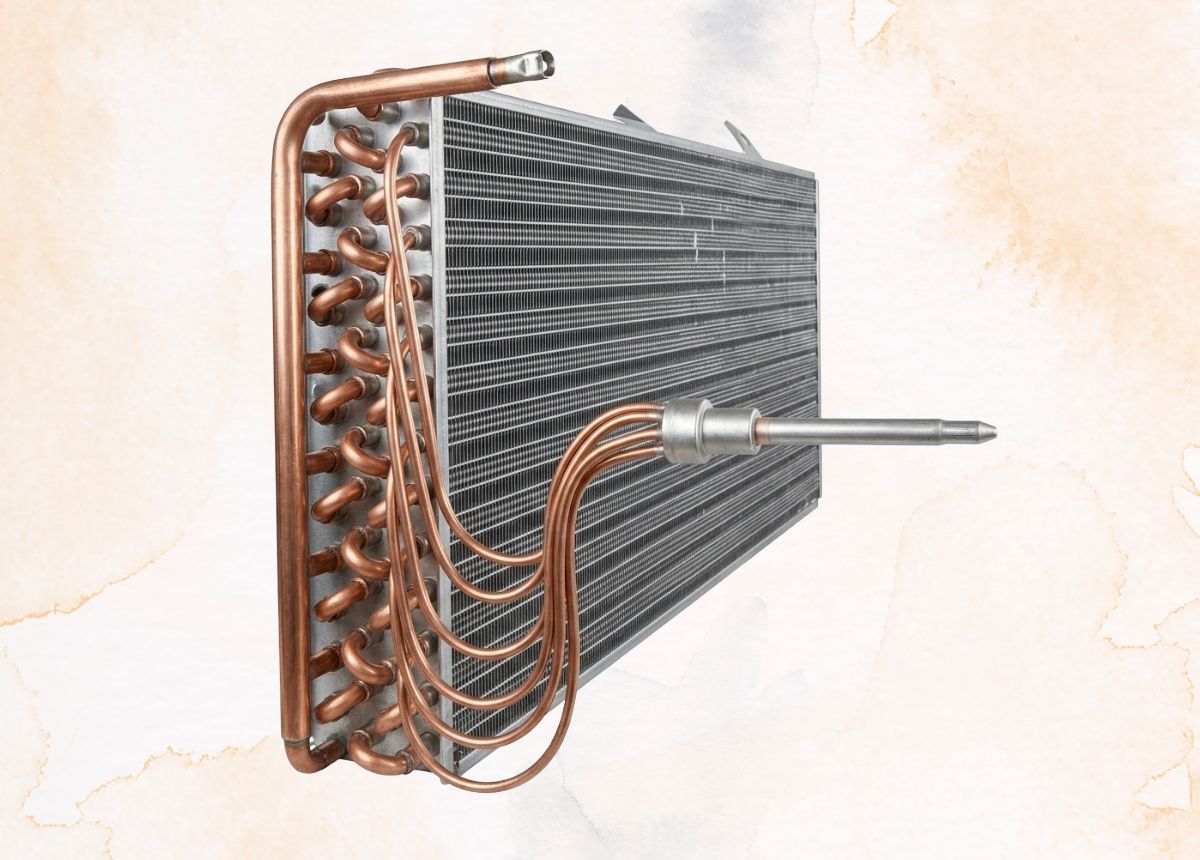
Our Coil Heat Exchangers are engineered for efficient heat transfer in HVAC, refrigeration, industrial process cooling, and heating applications. Manufactured using premium quality copper tubes and aluminum fins, these heat exchanger coils deliver superior thermal performance, energy efficiency, corrosion resistance, and long service life. Suitable for chillers, condensers, evaporators, AHU systems, refrigeration plants, and industrial heat recovery systems.
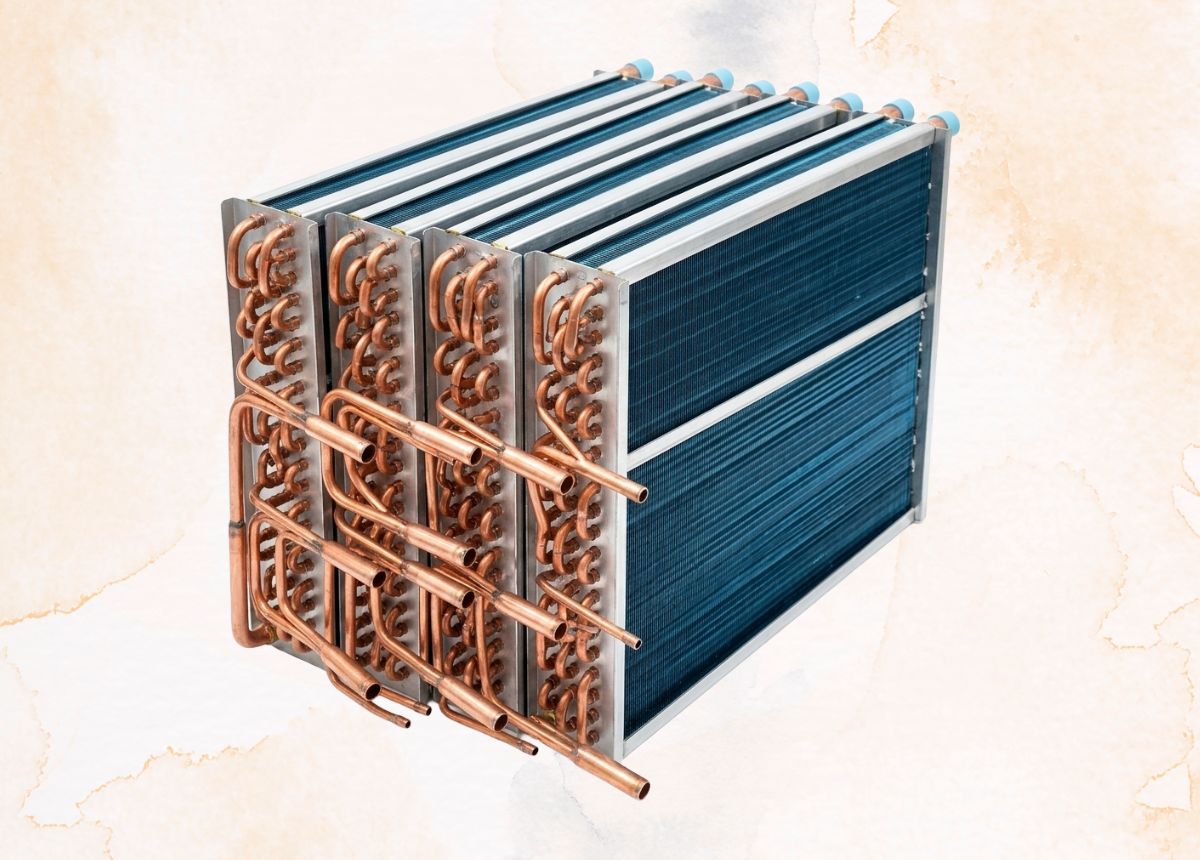
We manufacture high-performance Coil Heat Exchangers designed to provide efficient thermal transfer and reliable operation across a wide range of commercial and industrial applications. Engineered using advanced fin and tube technology, these heat exchanger coils maximize heat transfer efficiency while minimizing energy consumption and pressure drop.
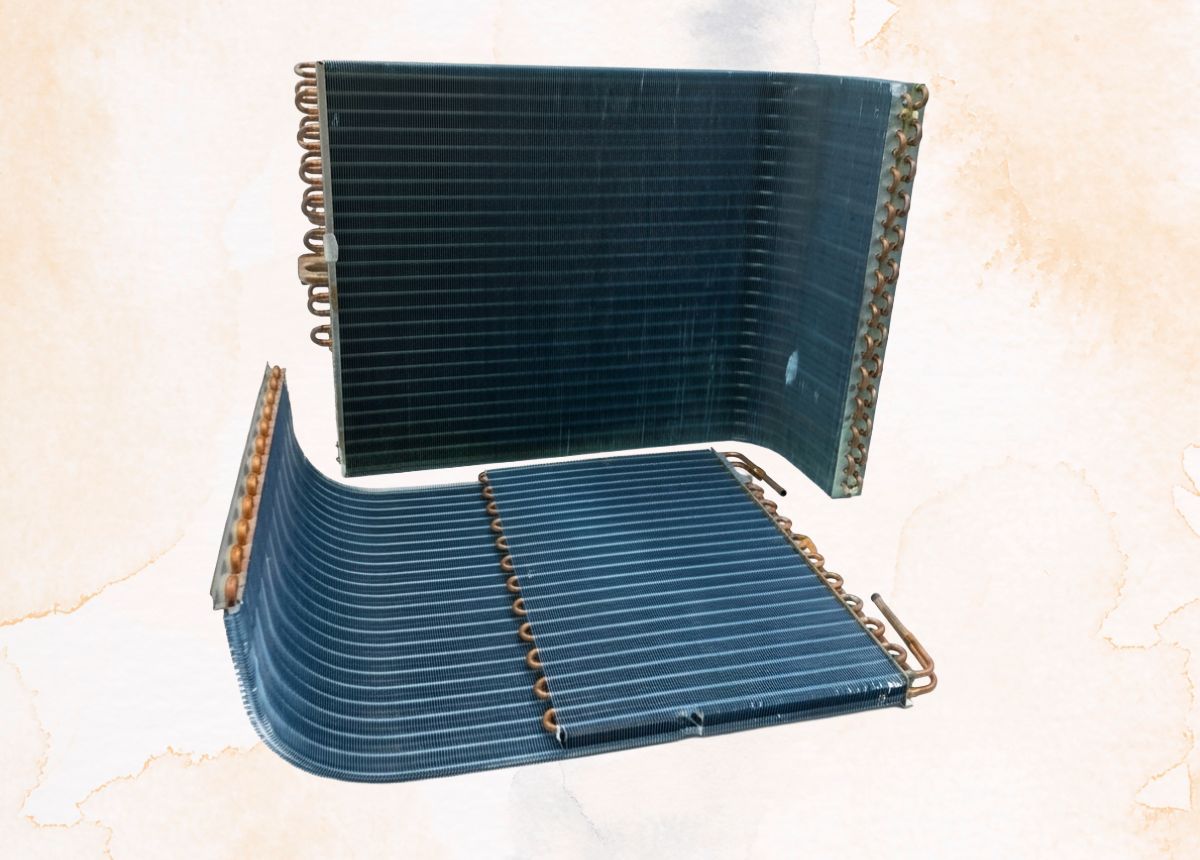
Our coil heat exchangers are widely used in HVAC systems, refrigeration plants, process cooling equipment, pharmaceutical industries, chemical plants, food processing units, and industrial heating and cooling systems.
Built with precision-engineered copper tubing and high-efficiency aluminum fins, these coils ensure durable performance even in demanding operating environments.
Our coil heat exchangers are widely used in: